

ท่อเหล็กสำหรับชิ้นส่วนรถยนต์ / SCM420H SCM440H SCM435 ท่อเหล็กรถยนต์
คุณสมบัติ
เกรดวัสดุ:
STKM 11A 12A 12B 12C 13A 13B 13C 14A 14B 14C 15A 15C ฯลฯ
การรักษาพื้นผิว:
1.เปลือยเปล่า
2.ทาสีดำ (เคลือบวานิช)
3.สังกะสี
4.ทาน้ำมัน
5.ตามลูกค้า
JIS G3445 ท่อเหล็กแม่นยำส่วนใหญ่จะใช้ในชิ้นส่วนรถยนต์และเครื่องจักรที่มีความแม่นยำสำหรับรถยนต์และกระบอกสูบการใช้แรงดันและสำหรับการขนส่งไอน้ำ น้ำ ท่อก๊าซ
องค์ประกอบทางเคมี
| ระดับ | การกำหนด | หน่วย (%) | ||||||
| C | Si | Mn | P | S | Nb หรือ V | |||
| ชั้นประถมศึกษาปีที่ 11 | A | เอสทีเคเอ็ม 11เอ | สูงสุด 0.12 | สูงสุด 0.35 | สูงสุด 0.60 | สูงสุด 0.040 | สูงสุด 0.040 | - |
| ชั้นประถมศึกษาปีที่ 12 | A | เอสทีเคเอ็ม 12เอ | สูงสุด 0.20 | สูงสุด 0.35 | สูงสุด 0.6 | สูงสุด 0.04 | สูงสุด 0.04 | |
| B | เอสทีเคเอ็ม 12บี | |||||||
| C | เอสทีเคเอ็ม 12ซี | |||||||
| ชั้นประถมศึกษาปีที่ 13 | A | เอสทีเคเอ็ม 13เอ | สูงสุด 0.25 | สูงสุด 0.35 | 0.30~0.90 | สูงสุด 0.040 | สูงสุด 0.040 | - |
| B | เอสทีเคเอ็ม 13บี | |||||||
| C | เอสทีเคเอ็ม 13ซี | |||||||
| ชั้นประถมศึกษาปีที่ 14 | A | เอสทีเคเอ็ม 14เอ | สูงสุด 0.30 น. | สูงสุด 0.35 | 0.30~1.00 น | สูงสุด 0.040 | สูงสุด 0.040 | - |
| B | เอสทีเคเอ็ม 14B | |||||||
| C | เอสทีเคเอ็ม 14ซี | |||||||
| ชั้นประถมศึกษาปีที่ 15 | A | เอสทีเคเอ็ม 15เอ | 0.25~0.35 | สูงสุด 0.35 | 0.30~1.00 น | สูงสุด 0.040 | สูงสุด 0.040 | - |
| C | เอสทีเคเอ็ม 15ซี | |||||||
| ชั้นประถมศึกษาปีที่ 16 | A | เอสทีเคเอ็ม 16เอ | 0.35~0.45 | สูงสุด 0.40 | 0.40~1.00 น | สูงสุด 0.040 | สูงสุด 0.040 | - |
| C | เอสทีเคเอ็ม 16ซี | |||||||
| ชั้นประถมศึกษาปีที่ 17 | A | เอสทีเคเอ็ม 17เอ | 0.45~0.55 | สูงสุด 0.40 | 0.40~1.00 น | สูงสุด 0.040 | สูงสุด 0.040 | - |
| C | เอสทีเคเอ็ม 17ซี | |||||||
| ชั้นประถมศึกษาปีที่ 18 | A | เอสทีเคเอ็ม 18เอ | สูงสุด 0.18 | สูงสุด 0.55 | สูงสุด 1.50 | สูงสุด 0.040 | สูงสุด 0.040 | - |
| B | เอสทีเคเอ็ม 18บี | |||||||
| C | เอสทีเคเอ็ม 18ซี | |||||||
| ชั้นประถมศึกษาปีที่ 19 | A | เอสทีเคเอ็ม 19เอ | สูงสุด 0.25 | สูงสุด 0.55 | สูงสุด 1.50 | สูงสุด 0.040 | สูงสุด 0.040 | - |
| C | เอสทีเคเอ็ม 19ซี | |||||||
| ชั้นประถมศึกษาปีที่ 20 | A | เอสทีเคเอ็ม 20เอ | สูงสุด 0.25 | สูงสุด 0.55 | สูงสุด 1.60 | สูงสุด 0.040 | สูงสุด 0.040 | สูงสุด 0.15 |
คุณสมบัติทางกล
| เกรดเหล็ก | ความแข็งแรงของผลผลิต (Mpa) | ความต้านแรงดึง (Mpa) | การยืดตัว (%) | |
| ชื่อ | เลขที่ | ReH (นาที) | ฿(นาที) | ก(นาที) |
| เอสทีเคเอ็ม 11เอ |
| _ | 290 | 35 |
| เอสทีเคเอ็ม 12เอ |
| 175 | 340 | 35 |
| เอสทีเคเอ็ม 12บี |
| 275 | 390 | 25 |
| เอสทีเคเอ็ม 12ซี |
| 355 | 4700 | 20 |
| STKM13A |
| 215 | 370 | 30 |
| เอสทีเคเอ็ม 11B |
| 305 | 440 | 20 |
| STKM11C |
| 380 | 510 | 15 |
ความอดทน
| ขนาด | ความอดทนที่อนุญาต | ความอดทนพิเศษ | ||
| OD | WT | OD | WT | |
| 4 มม.-20 มม | ±0.25มม | <3 มม±0.3มม.;
≥3มม ±10%
| ±0.05มม | ±0.05มม |
| 20มม.-30มม | ±0.25มม | ±0.08มม | ±0.08มม | |
| 31มม.-40มม | ±0.25มม | ±0.10มม | ±0.08มม | |
| 41มม.-49มม | ±0.25มม | ±0.15มม | ±0.15มม | |
| 50 มม.-80 มม | ±0.5% | ±0.20มม | ±0.20มม | |
| 81มม.-120มม | ±0.5% | ±0.30มม | ±0.30มม | |
สภาพการจัดส่ง
| การกำหนด | เครื่องหมาย | คำอธิบาย |
| เย็นเสร็จแล้ว (ยาก) | บีเค(+C) | ท่อไม่ผ่านการบำบัดความร้อนหลังจากการขึ้นรูปเย็นขั้นสุดท้าย จึงมีความต้านทานต่อการเสียรูปค่อนข้างสูง |
| รีดเย็น (ซอฟท์) | บีเคว | การอบชุบด้วยความร้อนขั้นสุดท้ายจะตามมาด้วยการวาดแบบเย็นซึ่งเกี่ยวข้องกับการเสียรูปอย่างจำกัดการประมวลผลเพิ่มเติมที่เหมาะสมช่วยให้สามารถขึ้นรูปเย็นได้ในระดับหนึ่ง (เช่น การดัดงอ การขยาย) |
| (+LC) | ||
| จบเย็นคลายเครียด | บีเคเอส(+SR) | การอบชุบด้วยความร้อนจะใช้หลังจากกระบวนการขึ้นรูปเย็นครั้งสุดท้ายขึ้นอยู่กับเงื่อนไขการประมวลผลที่เหมาะสม การเพิ่มขึ้นของความเค้นตกค้างที่เกี่ยวข้องช่วยให้ทั้งการขึ้นรูปและการตัดเฉือนในระดับหนึ่ง |
| อบอ่อน | จีบีเค(+A) | กระบวนการขึ้นรูปเย็นครั้งสุดท้ายตามด้วยการหลอมในบรรยากาศที่มีการควบคุม |
| ทำให้เป็นมาตรฐาน | เอ็นบีเค(+N) | กระบวนการขึ้นรูปเย็นครั้งสุดท้ายตามด้วยการหลอมเหนือจุดเปลี่ยนด้านบนในบรรยากาศที่มีการควบคุม |
สภาพการจัดส่ง
| การกำหนด | เครื่องหมาย | คำอธิบาย |
| เย็นเสร็จแล้ว (ยาก) | บีเค(+C) | ท่อไม่ผ่านการบำบัดความร้อนหลังจากการขึ้นรูปเย็นขั้นสุดท้าย จึงมีความต้านทานต่อการเสียรูปค่อนข้างสูง |
| รีดเย็น (ซอฟท์) | บีเคว | การอบชุบด้วยความร้อนขั้นสุดท้ายจะตามมาด้วยการวาดแบบเย็นซึ่งเกี่ยวข้องกับการเสียรูปอย่างจำกัดการประมวลผลเพิ่มเติมที่เหมาะสมช่วยให้สามารถขึ้นรูปเย็นได้ในระดับหนึ่ง (เช่น การดัดงอ การขยาย) |
| (+LC) | ||
| จบเย็นคลายเครียด | บีเคเอส(+SR) | การอบชุบด้วยความร้อนจะใช้หลังจากกระบวนการขึ้นรูปเย็นครั้งสุดท้ายขึ้นอยู่กับเงื่อนไขการประมวลผลที่เหมาะสม การเพิ่มขึ้นของความเค้นตกค้างที่เกี่ยวข้องช่วยให้ทั้งการขึ้นรูปและการตัดเฉือนในระดับหนึ่ง |
| อบอ่อน | จีบีเค(+A) | กระบวนการขึ้นรูปเย็นครั้งสุดท้ายตามด้วยการหลอมในบรรยากาศที่มีการควบคุม |
| ทำให้เป็นมาตรฐาน | เอ็นบีเค(+N) | กระบวนการขึ้นรูปเย็นครั้งสุดท้ายตามด้วยการหลอมเหนือจุดเปลี่ยนด้านบนในบรรยากาศที่มีการควบคุม |
| ท่อเหล็กความแม่นยำสูงในสต็อก | ||||||||||
| OD | ความหนา(มิลลิเมตร) | |||||||||
| mm | ||||||||||
| 4 | 4*1 | |||||||||
| 6 | 6*1 | 6*1.5 | 6*2 | |||||||
| 8 | 8*1 | 8*1.5 | 8*2 | |||||||
| 10 | 10*1 | 10*1.5 | 10*2 | 10*2.5 | ||||||
| 12 | 12*1 | 12*1.5 | 12*2 | 12*2.5 | 12*3 | |||||
| 14 | 14*1 | 14*1.5 | 14*2 | 14*2.5 | 14*3 | |||||
| 15 | 15*1 | 15*1.5 | 15*2 | 15*2.5 | 15*3 | 15*3.5 | ||||
| 16 | 16*1 | 16*1.5 | 16*2 | 16*2.5 | 16*3 | 16*3.5 | 16*4 | 16*4.5 | ||
| 18 | 18*1 | 18*1.5 | 18*2 | 18*2.5 | 18*3 | 18*3.5 | 18*4 | 18*4.5 | ||
| 20 | 20*1 | 20*1.5 | 20*2 | 20*2.5 | 20*3 | 20*3.5 | 20*4 | 20*4.5 | 20*5 | |
| 22 | 22*1 | 22*1.5 | 22*2 | 22*2.5 | 22*3 | 22*3.5 | 22*4 | 22*4.5 | 22*5 | |
| 25 | 25*1 | 25*1.5 | 25*2 | 25*2.5 | 25*3 | 25*3.5 | 25*4 | 25*4.5 | 25*5 | |
| 28 | 28*1 | 28*1.5 | 28*2 | 28*2.5 | 28*3 | 28*3.5 | 28*4 | 28*4.5 | 28*5 | |
| 30 | 30*1 | 30*1.5 | 30*2 | 30*2.5 | 30*3 | 30*3.5 | 30*4 | 30*4.5 | 30*5 | 30*6 |
| 32 | 32*1.5 | 32*2 | 32*2.5 | 32*3 | 32*3.5 | 32*4 | 32*4.5 | 32*5 | 32*6 | |
| 34 | 34*1.5 | 34*2 | 34*2.5 | 34*3 | 34*3.5 | 34*4 | 34*4.5 | 34*5 | 34*6 | |
| 35 | 35*1.5 | 35*2 | 35*2.5 | 35*3 | 35*3.5 | 35*4 | 35*4.5 | 35*5 | 35*6 | |
| 38 | 38*2 | 38*2.5 | 38*3 | 38*3.5 | 38*4 | 38*4.5 | 38*5 | 38*6 | ||
| 40 | 40*2 | 40*2.5 | 40*3 | 40*3.5 | 40*4 | 40*4.5 | 40*5 | 40*6 | ||
| 42 | 42*2 | 42*2.5 | 42*3 | 42*3.5 | 42*4 | 42*4.5 | 42*5 | 42*6 | ||
| 45 | 45*2 | 45*2.5 | 45*3 | 45*3.5 | 45*4 | 45*4.5 | 45*5 | 45*6 | ||
| 46 | 46*2 | 46*2.5 | 46*3 | 46*3.5 | 46*4 | 46*4.5 | 46*5 | 46*6 | ||
| 48 | 48*2 | 48*2.5 | 48*3 | 48*3.5 | 48*4 | 48*4.5 | 48*5 | 48*6 | ||
| 50 | 50*2 | 50*2.5 | 50*3 | 50*3.5 | 50*4 | 50*4.5 | 50*5 | 50*6 | ||
| 54 | 54*2.5 | 54*3 | 54*3.5 | 54*4 | 54*4.5 | 54*5 | 54*6 | |||
| 60 | 60*2.5 | 60*3 | 60*3.5 | 60*4 | 60*4.5 | 60*5 | 60*6 | |||
| 65 | 65*3 | 65*3.5 | 65*4 | 65*4.5 | 65*5 | 65*6 | ||||
| 75 | 75*3.5 | 75*4 | 75*4.5 | 75*5 | 75*6 | |||||
| 76 | 76*4 | 76*4.5 | 76*5 | 76*6 | ||||||
| 89 | 89*6 | |||||||||
| หมายเหตุ: เราสามารถผลิตขนาดอื่น ๆ ตามความต้องการของคุณได้การรักษาพื้นผิว: สดใส, สังกะสี, ฟอสเฟต ฯลฯ | ||||||||||
กระบวนการผลิต
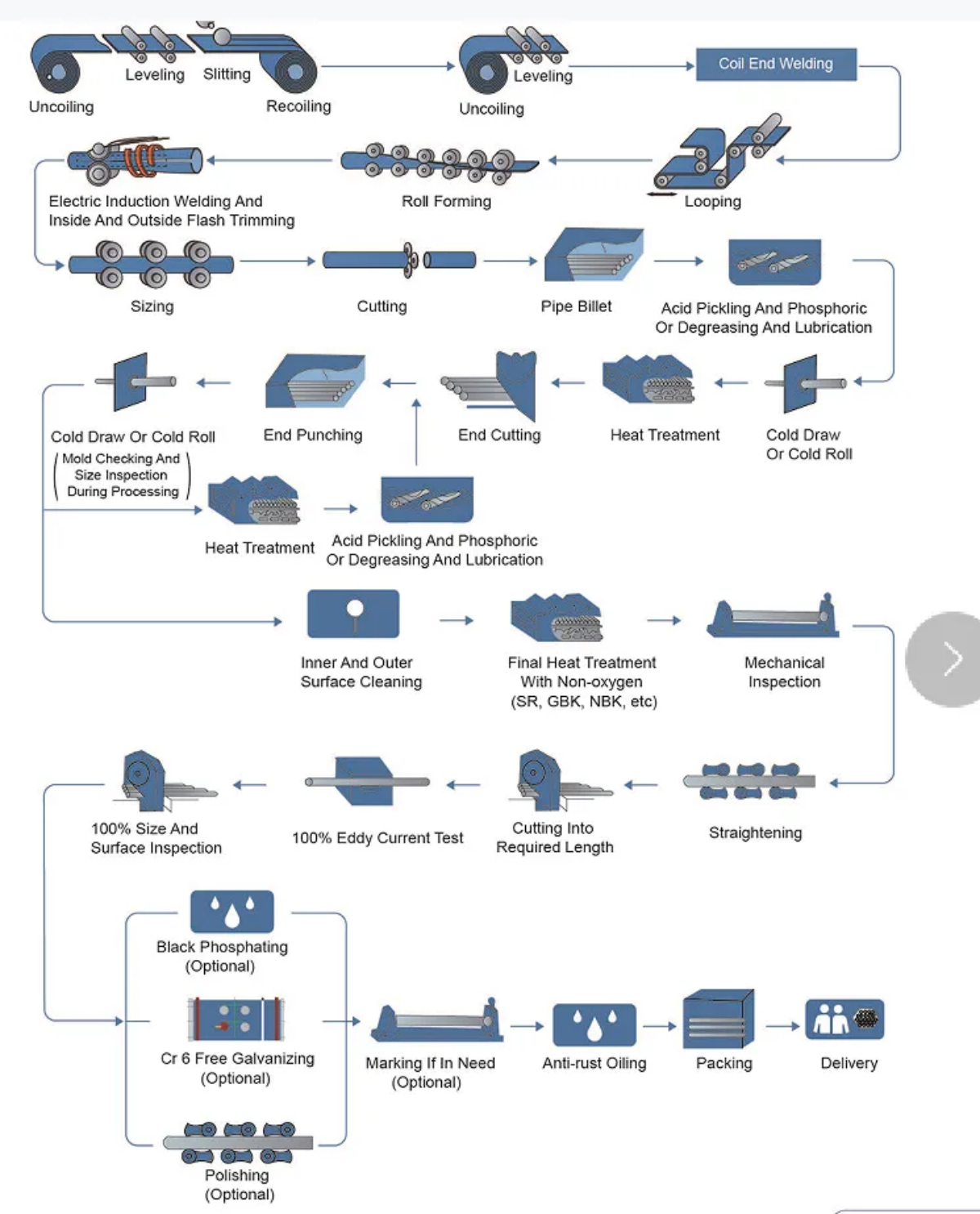
ข้อดี

เสริมสร้างการตรวจสอบผลิตภัณฑ์ในแต่ละขั้นตอนการผลิต พร้อมด้วยอุปกรณ์การทดสอบที่ครบถ้วน: การทดสอบกระแสไหลวนแบบไม่ทำลาย เครื่องทดสอบความต้านทานแรงดันสูง เครื่องทดสอบแรงดึงเชิงกลสากล เครื่องทดสอบพลุแบนโค้งงอ เครื่องวิเคราะห์ความสะอาด เครื่องวิเคราะห์องค์ประกอบโลหะ ฯลฯ ตอบสนองคุณสมบัติทางกลของผลิตภัณฑ์ การทดสอบประสิทธิภาพของกระบวนการ ให้การรับประกันที่มีประสิทธิภาพสำหรับผลิตภัณฑ์ที่ผ่านการรับรอง
การประกันคุณภาพ
1. เข้มงวดตามมาตรฐาน JIS G3445 หรือมาตรฐานอื่นๆ
2. ตัวอย่าง: ตัวอย่างฟรีสำหรับการทดสอบ
3. การทดสอบ: การทดสอบสเปรย์เกลือ/การทดสอบแรงดึง/กระแสวน/การทดสอบองค์ประกอบทางเคมีตามคำขอของลูกค้า
4. ใบรับรอง: IATF16949, ISO9001, SGS เป็นต้น
5.EN 10204 3.1 การรับรอง